

木製や樹脂製のタッピンねじを外して締めるとネジ穴をなめて空回りすることがある。これを復活させる方法と、なめないで安全に締め付けるコツをご紹介する。
MDFのネジ穴を補修する方法
細かい木屑を穴に入れて瞬間接着剤で固めたのち、下穴を空ければOK。割と簡単で、強度は元のネジ穴と同等以上になる。これは問題ないと思う。カチカチに固まるので、下穴を空けやすいよう爪楊枝などで中心を凹ませておくといい。
プラスチックのネジ穴を補修する方法
こちらはそう簡単にいかない。
ネジ穴周辺に余裕があるなら、セルフタップタイプのエンザート[1]という商品が使える。これは肉厚が1mm近くあって穴が大きく広がってしまうことから、必ずしも使える手段ではない。エンザートを入れるなら、なめたネジ穴をそのまま下穴にしてワンサイズ大きなタッピンねじを入れた方が良い。
同じネジを元通り施工できる手ごろな方法は見つかっていないようだ。そこでいくつかの方法を試してみた。
実験材料
素材:PP(ポリプロピレン)、タッピングねじ1種 3mm(下穴2.5)、3.5mm(下穴3.0)、4mm(下穴3.5) を使用。締付トルクを測るためにペン型の電動ドライバー(マキタ DF010D、回転数=低速200prm)を使用。

素材は樹脂材料で広く使われているポリプロピレンを使用。

マキタ DF010D。21段階の締め付け力切り替えリングが付いていて、締め付けトルクを細かく管理できる。
電動ドライバーの締め付けトルクを把握する
実験に先立ち、以前ご紹介した方法[2]で電動ドライバーのトルクを実測した。
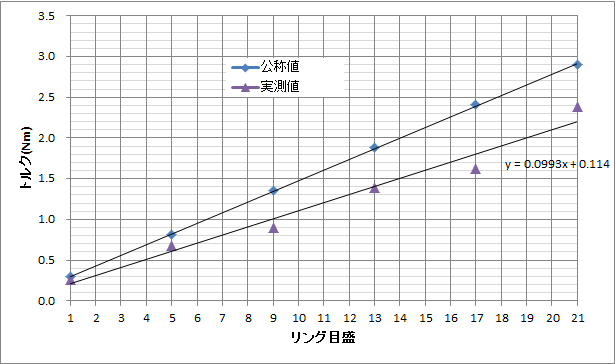
表1.マキタDFD010Dの締め付けトルク
実験では表1の実測値を参考に用いる。
PPネジ穴の破壊強度
上記のビスを電動ドライバーで打った時、ネジ穴をなめるトルクを測った結果が次の通り。破壊トルクは最初に×が現れた数字。
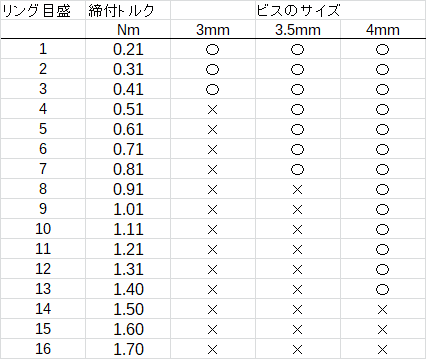
表2.PPネジ穴の破壊(なめ)トルク
タッピンねじの適正締め付けトルクは、最初に入れる場合と、2回目以降で違う。私たちが問題にするのは2回目以降の話だが、基本的に表の破壊トルクの半分を超えないように締めるのが安全と考えられる。
4mmあるとかなりしっかり締結でき、なめにくい。ネジ穴をなめてしまう問題は、4mm未満のタッピンねじで起こりやすいようだ。3.5mmを電動ドライバーで締めるのは危険、3mmは基本的に手締めすべきである。
それと、樹脂は締めるときの摩擦熱で強度が大幅に低下するので締め方に注意が要る。詳しくは最後にご紹介。
補修実験
3.5mmのタッピンねじでなめたネジ穴に対し、ホットメルト、溶接(同じ材料を穴に入れてハンダごてで溶かす)、エポキシパテ、瞬間接着剤+フィラーの3条件で実験した。

同じ材料(下穴を空けたときの切り屑)を穴に入れ、ハンダごてで溶かしてネジ穴を埋めている様子。

エポキシパテで埋めている様子。パテはタミヤの造形パテ(速硬化タイプ)を使用。

瞬間接着剤で補修している様子。接着剤を流し込んだのち、フィラーとしてティシュの破片を詰める。

補修後の様子。下から溶接、パテ、瞬間接着剤+フィラー。どれをやるにしても、必ず補修材を奥まで全部詰めて、下穴を空けやすいよう爪楊枝で窪みを整形しておく。硬化後、通常と同じ下穴をあける。
補修実験の結果
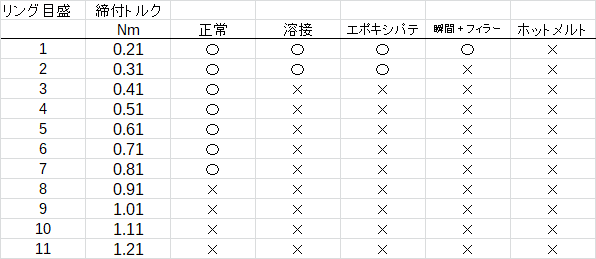
表3.補修したPPネジ3.5mm穴の(なめ)トルク
なめてないもの(正常)に比べ、補修した穴の強度は大幅に落ちている。やはり元通りとはいかない。候補は、溶接とエポキシパテ。実際の強度は施工品質によって変わる。この結果は比較的うまくいった場合の話。
結論~補修はこれ!
1.同じ材料を入れて熱で溶かす
PPの融点は160℃、ABSの融点は100℃前後。一般のハンダごては温度が高すぎて焦げてしまう。下の写真のように温度調整できる形にして使う。

2.エポキシパテ埋め
固まるまで時間がかかるが、常温作業できるので比較的安全。エポキシパテにはプラスチック用、金属用といろんな種類があるが、当方の実験ではどれを使っても結果にはあまり影響しなかった。これはエポキシが穴に詰まるだけで、PPと接着しないためとみられる。
エポキシの補修材は必ず穴の奥まで全部詰める。下穴を空けやすいよう爪楊枝で窪みを整形しておく。下穴はネジサイズ -0.5mmが目安。
なめないネジの締め方
樹脂のネジ穴をなめてしまうと二度と元に戻らない。そこで、なめないためのノウハウが必要になる。
実験に使った電動ドライバーはスピード切り替えができる。高速(650rpm)で締め付けると表1より低いトルクで破壊する。これは、熱によって樹脂が軟化したため。この結果から、
樹脂は締め付け時の摩擦熱で大幅に強度が低下する
ことがわかった。表1で「〇」の条件でも樹脂タップに電動ドライバーを使うのは危ない。特にABS樹脂の融点は100℃前後と低いので、電動ドライバーで締めるとなめるリスクが高い。
以上の結果から、樹脂素材の締付では以下の点に注意すべきである。
1.手回しでゆっくり締める(電動工具は不可)。
2.締め付けトルクを、表2の破壊トルクの半分以下にする。
<参考購入先>
エンザート セルフタップ型を使ってください
エンザート挿入工具
ペン型の電動ドライバー
エポキシパテ
温度調整可能なハンダごて
<関連記事>
2.ねじ締結の落とし穴~締付けトルクを管理しても緩むのはなぜか
高性能なプロ用工具でDIYを楽しむ!~家庭で使う電動ドライバーの選び方
ボードアンカーの選び方~引抜強度の落とし穴
<参考文献>
1.エンザート
タッピンネジの標準下穴径 ネジクル
タッピンねじ・タップタイトの技術資料